|
|
Обзор программного обеспечения для управления GRBL-станками
|
Alex
|
09.07.2018 12:49:42
|
|
|
|
Хочу поделиться результатами своего исследования программного обеспечения для управления станками с GRBL-контроллерами.
Я расскажу только о 4-х программах, которые лично протестировал. Причем в основном для фрезерования. Для лазерных граверов существует большое количество подобного ПО, причем некоторое требует даже перепрошивки GRBL-контроллера. Возможно я вернусь к нему, но в следующем обзоре.
Цель моего поста – ознакомление читателей с распространенным софтом, а не всесторонняя его оценка. Но надеюсь, что со временем и в ходе обсуждения мы вместе составим более обширное справочное пособие.
|
Alex
|
22.07.2018 23:06:50
|
|
|
|
«GRBL Controller» – наиболее популярная программа для трансляции УП в GRBL-станок.
Достоинства:
- бесплатная
- многоплатформенная (Windows, Linux)
- проста в изучении и эксплуатации
- имеет элементы визуализации управляющей траектории
Недостатки:
- последняя версия разрабатывалась под GRBL 0.9
- некорректно работает с настройками $s GRBL 1.1
- не воспринимает «мягкие границы» рабочей зоны станка
|
Alex
|
22.07.2018 23:08:57
|
|
|
|
«Universal G-code Sender»
Достоинства:
- бесплатная
- многоплатформенная
- проста в изучении и эксплуатации
- не требует инсталляции на ПК
Недостатки:
- главный недостаток, перевешивающий все остальные - некорректная реакция на собственные команды
А именно: по завершении УП, после нажатия кнопки «Вверх» может неожиданно подать команду на движение инструмента по горизонтали и вызвать его поломку. Это происходит не всегда (разгадать причинно-следственную связь я не смог, да и не захотел).
После поломки нескольких фрез просто отказался от её использования
Не рекомендую!
|
Alex
|
22.07.2018 23:09:18
|
|
|
|
«Конструктор G-кода»
Это авторская разработка российского программиста. Сайт: http://selenur.ru/
На мой взгляд, она значительно превосходит большинство существующих программ этого класса. Кроме того, постоянно совершенствуется.
Эта программа умеет не только транслировать G-коды, но и генерировать управляющие программы.
Я использовал её для генерации управляющей программы формирования векторного рисунка печатных проводников на плате (лазером по фоторезисту).
Однако функционал программы выходит далеко за пределы моих интересов, поэтому я не в силах сделать её полноценный обзор. Скажу только, что программа имеет даже такую опцию, как подключение web-камеры для позиционирования инструмента по ней.
Из недостатков могу отметить только одноплатформенность (Windows) и сложность в обучении. Впрочем, чем больше функциональность – тем сложнее освоение.
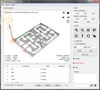
На фото представлена визуализация траектории, созданной программой Конструктор G-кода» и результат лазерной засветки фоторезиста на алюминиевой (для наглядности) основе. Толщина проводников и минимальное расстояние между дорожками = 0.2 мм. Работа по векторам (лазер прочерчивает все дорожки по траектории, а не засвечивает растровым методом. Это дает возможность на том же станке произвести сверловку и обрезку печатной платы. Кстати, указанные функции являются штатными в «Конструктор G-кода».
Хочу также отметить, что на вход программа принимает как растровые, так и векторные форматы изображений, а что еще важнее – файлы промышленных форматов (Gerber, .dfx) от PCad, Eagle, TopoR и т.п. PCB/CAD программ.
|
Alex
|
05.08.2018 8:40:12
|
|
|
|
«GRBL Gru»
Думаю, что это самая мощная программа для GRBL-управляемых станков.
Она одинаково успешно применяется и для фрезеровочных и для токарных станков.
Имеет форки (ответвления) для многоосевой обработки.
Эта программа позволяет не только формировать управляющие программы, но даже создавать модели деталей для последующей обработки.
Причем формирование УП производится с учетом особенностей станка, прописанных в файле-препроцессоре.
Примечательна возможность создания трехмерной графической модели станка для последующего визуального моделирования процесса обработки.
Я создал тестовый препроцессор и модель CNC1310. Надеюсь, что в скором времени выпущу полноценные версии и выложу на сайте.
Считаю, что у этой программы огромный потенциал и перспективное будущее.
|
Alex
|
22.07.2018 23:10:54
|
|
|
|
«Candle»
Меня справедливо упрекнули в отсутствии в моем обзоре программы Candle by Deniv.
К сожалению, я ничего не могу про нее сказать, т.к. она не заработала на моем компьютере, управляющем станком. Думаю, что из-за слабой видеокарты или отсутствия поддержки нужной версии OpenGL (в системных требованиях этой программы указано: "Graphics card with OpenGL 2.0 support").
Однако я слышал множество положительных отзывов об этой программе. И видел её интерфейс, который мне понравился. Так что не имейте в виду и её при выборе подходящей для Вас GRBL-программы.
|
Alex
|
02.03.2019 12:46:00
|
|
|
|
Привет,
я недавно начинал заниматься ЧПУ-машунам китайского производства, между других в нашей мастерской и есть красная 1310.
Очень мне нравится твой сайт про эту машину.
Пищеш, что применяеш GrblGru, который по моему уже не поддерживает Grbl 0.9. Тебе удалось перезагрузить Grbl 1.1 на машину?
Я проводил измерения жесткости машины с помощю весовой бальки и ардуино. Мог бы это здесь описать, если интересно...
Мартин Краска
|
mkraska
|
22.09.2018 20:18:28
|
|
|
|
Привет!
Пиши обо всем, что касается cnc1310 - это интересно!
Я создал этот сайт не для продажи и не для рекламы, а для поддержки и общения пользователей этого станка.
Также я веду тему про этот станок на российском сайте про ЧПУ: http://www.cnc-club.ru/forum/viewtopic.php?f=146&t=20248
Прошивка 1.1 прошла без проблем по инструкции. Но в настройках появилось больше параметров и это надо учитывать.
Мне нравится, как ты доработал станок - спрятал кабели в кабель - трассы. Я тоже такие купил, но после покупки нового шпинделя отложил доработку (его кабель не помещается в кабель-трассу).
|
Alex
|
22.09.2018 21:56:38
|
|
|
|
Hello, can you tell me what software is this?
http://www.cnc-club.ru/forum/download/file.php?id=181724&mode=view
|
troy
|
25.07.2020 2:36:22
|
|